%E7%B8%AE%E5%B0%8F.png)
【技術電子報】高壓鑄造系列:變速箱外殼-內澆口設計
- 2021年8月2日
- 讀畢需時 2 分鐘
已更新:2021年10月19日
上方影片為汽車工業的飛輪或變速箱外殼的模擬,可顯示高壓壓鑄過程中高速噴射鋁合金的流況與速度,這是模具設計中階段評估內澆口好壞的一種方式,影片中顯示五個內澆口的流況結果,以80毫秒的時間完成充填。影片中的左側模擬(案例1)顯示了內澆口的流況是在分模面下方朝上進料,而右側模擬(案例2)則顯示了在同一位置內澆口成45度角的進料。這個結果比較可幫助設計者更視覺化的觀測流體流向及湍流程度,可看出熔湯如何從不同的內澆口位置和方向流入模腔。
下方圖片是顯示填充結束時兩種澆口設計的捲氣結果:
案例1

案例2
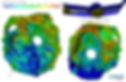
雖然這兩種內澆口設計都還不是最完美情況,但重點在於了解與設計的相關性以及結果的判讀,來修改並完成進一步的設計工作。不同的內澆口設計會導致鑄件內的捲氣含量及區域不同。這可以歸咎於熔湯從內澆口進入的動量,導致湍流場或是熔湯前沿包入氣體。更要注意的是在將來的設計中,高含氣量區域是否以消除來改善鑄件品質。
下方影片是兩個案例的完整填充動畫,控制了影片輸出頻率可清楚表示填充個階段的區域,有助於了解熔湯前沿的進料方向、速度、空蝕引起的模具腐蝕、以及澆口配置可能導致的潛在問題。
案例1
案例2
依據最佳模具設計的步驟,此初步分析進料方向,所以會忽略流道、模腔中的真空度、料管模擬或溢料井,這些設計通常在之後合併到更完整的模型中。
在本系列文章的後續,我們將繼續介紹流道系統的設計,包含料管柱塞頭的推進,來幫助設計者評估慢速段控制和流道設計。後續我們將繼續以逐步的方式來評估整個壓鑄模具設計過程,達到透過模擬來確保壓鑄模具成功開發的最佳方法。